
Pada Prabrik PT Sam Sam Jaya Garments ini sistem IE ( Industrial engineering) menggunakan/mengaplikasikan atau terpacu dengan Line Balancing saja. Dalam laporan datanya menggunakan Microsoft Excel yang dibuat. Dalam laporan tersebut sudah baik dan membantu karena bisa membantu SPV(Supervisor) dalam memberikan pengarahan kepada Operator untuk menghasilkan target, sesuai target yang di inginkan PT dan sesuai kemampuan Operator masing-masing. Dengan sistem penginputan Data berapa lama (waktu) operator menjahit setiap prosesnya dalam bentuk per detik. Dan saya dalam kegiatan kerja praktik ini akan membuat sebuah laporan yang memudahkan SPV (Supervisor) PT Sam Sam Jaya Garments dalam mengetahui apa yang bisa dikerjakan setiap Operatornya selama dia menjahit. Seperti Skill masing-masing Operator. Memudahkan mereka untuk menempatkan operator dalam setiap proses.
Industrial engineering/IE adalah suatu teknik yang mencakup bidang desain, perbaikan, dan pemasangan dari sistem integral yang terdiri dari manusia, bahan-bahan,informasi, peralatan dan energi.
Disini saya akan memberikan informasi kegiatan IE di sam sam jaya garments. Yang menggunakan sistem/line balancing. Line balancing adalah metode menyeimbangkan tugas di suatu stasiun kerja untuk meminimalkan jumlah sistem stasiun kerja dan total waktu tunggu (waktu kerja) semua stasiun kerja. Penyeimbangan lini atau line balancing adalah suatu strategi produksi yang di dalamnya mencakup menyeimbangkan operator dan juga waktu pada mesin produksi dalam menyesuaikan tingkat produksi yang dilakukan. Fungsi utamanya adalah guna membuat lini produksi yang cukup fleksibel agar bisa meminimalisir adanya ketidakteraturan internal dan juga eksternal.
Jenis dan Fungsi
1.Static Balance
Line balancing dengan jenis static balance lebih mengacu pada perbedaan tingkat kapasitas jangka panjang selama beberapa jam ataupun lebih.
Adanya ketidakseimbangan statis ini akan menyebabkan berkurangnya penggunaan mesin, tenaga kerja dan juga workstation.
2.Dynamic Balance
Berbanding terbalik dengan jenis line balancing sebelumnya, pada dynamic balance ini lebih mengacu pada perbedaan kapasitas jangka pendek, seperti selama kurun waktu beberapa menit atau paling maksimal dalam hitungan jam.
Umumnya, ketidakseimbangan dinamis ini terjadi karena adanya perubahan di dalam pencampuran antara produk dengan variasi di dalam waktu pengerjaannya yang tidak berhubungan dengan penggabungan produksi atas produk yang berbeda-beda. Berbagai tugas tersebut dikelompokkan sehingga total waktu yang digunakan untuk proses produksi bisa menjadi lebih efisien dan mampu mengurangi waktu kosong yang bisa digunakan untuk menghasilkan lebih banyak produk atau mengejar target dengan lebih cepat.
Pada lini produksi tertentu, jika waktu produksinya sama seperti waktu yang diperlukan untuk suatu produk, maka harus bisa diproduksi agar bisa memenuhi permintaan pelanggan, atau yang biasa disebut dengan takt time, maka lini produksi ini akan dianggap telah seimbang secara sempurna.
Bila tidak, maka sumber daya yang dimiliki oleh perusahaan harus bisa dialokasikan kembali ataupun diatur ulang agar bisa menghilangkan ataupun memperkecil kemacetan dan juga kelebihan kapasitas produksi.Itu artinya, jumlah karyawan dan juga mesin yang diberikan tugas untuk setiap tugas yang harus diselesaikan di dalam lini produksi yang sudah ditentukan harus bisa diseimbangkan lagi agar perusahaan mampu memenuhi tingkatan produksi yang maksimal
Tujuan menerapkan IE di industri Garment yaitu;
1.Mengurangi pemborosan waktu.
2.Mengurangi loudingan yang masuk dari cutting.
3.Menyerap penyimpangan eksternal dan internal.
meminimalisir variasi yang terdapat di dalam lini produksi yang dilakukan. Line balancing akan mamungkinkan hasil lini produksi yang lebih seimbang, stabil, dan juga fleksibel agar mampu beradaptasi dengan perubahan yang ada.
Seperti hal nya permintaan pelanggan tengah berubah dalam hal adanya perubahan waktu yang lebih cepat, maka proses produksi nantinya bisa diatur kembali secara lebih cepat dengan cara menggunakan line balancing.Adanya penerapan strategi ini pun akan memungkinkan perusahaan dalam memprediksi konsekuensi dari perubahan yang dibawa pada lini produksi yang bersangkutan. Nantinya perusahaan akan jauh lebih mudah lagi dalam memodifikasi jalur dalam menyesuaikan laju produksi karena mampu melakukan prediksi tersebut.
A.Mengetahui Takt Time PT Sam Sam Jaya Garments
Tahap pertama yang terdapat di dalam line balancing adalah dengan memahami takt time di setiap pos kerja. Anda harus mengetahui tingkat permintaan pelanggan dan juga waktu yang diperlukan dalam menyelesaikan suatu proses produksi.
Cara menghitung dan hal hal yang harus diperhatikan dalam line balancing setiap operator :
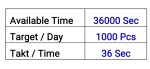
1.Available Time adalah jumlah jam kerja operator dalam satuan detik.
rumus : Jam kerja*3600 sec
ex : 10 Jam x 3600 Sec =36000 sec
2.Takt time adalah waktu standar yang dibutuhkan untuk mencapai target.
Rumus : Total Jam kerja/target
Misalkan target 1000Pcs Perhari
Ex :36000/1000=36
Jadi waktu yang butuhkan dalam menjahit satu komponen membutuhkan 36 detik agar mencapai target 1000 Pcs garmen.
B. Membuat Rincian proses
Dalam Pembuatan rincian Proses ini PT Sam Sam Jaya Garments membuat setelah lay-out sudah berlangsung di line. Rincian Proses meliputi Proses setiap Komponen Potongan Jahitan.
C. Memahami Waktu yang Dibutuhkan Pada Setiap Kegiatan Proses.
Setelah selesai membuat rincian proses, maka kita harus bisa memahami waktu yang diperlukan dalam setiap pos kerja. Setiap rincian ini nantinya harus bisa diketahui waktu pengerjaannya dan juga kemudian dijumlahkan menjadi total cycle time atau total waktu pada siklus di dalam pos kerja terkait.
Dalam hal ini saya melakukan kegiatan setiap paginya yaitu Cycle Time pengambilan waktu untuk setiap prosesnya Operator menjahit. Disini saya mengambil 3 kali Cycle Time disetiap prosesnya.
D. Identifikasikan Stasiun Kerja yang Memiliki Selisih.
Setelah berhasil mengetahui waktu kerja pada setiap pos, maka selanjutnya Anda harus mengidentifikasi pos kerja mana yang mempunyai selisih waktu dengan siklus waktu yang ditetapkan, baik itu selisih waktu yang lebih tinggi ataupun selisih waktu yang lebih kecil.Dalam masalah ini saya di sendiri di harus bisa berfikir logis sesuai keadaan line tersebut. Harus memberikan solusi yang tepat dan bijak.
E. Analisis dan Lakukan Tindakan Penyeimbangan.
Setelah berhasil melakukan identifikasi yang mempunyai selisih waktu dengan waktu yang ditetapkan, maka selanjutnya lakukanlah tindakan penyeimbangan beban kerja agar total waktu siklus pada stasiun kerja yang bersangkutan lebih rendah daripada total siklus waktu.
Penyeimbangan dilakukan.
Bisa dilihat dalam gambar diatas Op A memdapatkan hasil kurang dari target yang semestinya, dan Op B dapat menhasilkan lebih dari target. Kita bisa balance Op B untuk bantu Op A agar line bisa seimbang. Dengan memberikan mesin didepannya atau mengajari Op B proses Op A. Tapi sebelum itu kita harus memaksimalkan Op A agar lebih cepat lagi dalam proses bagiannya. Kalau tidak memungkinkan kita bisa menggunakan cara tersebut.
F. Evaluasi dan Pemantauan Hasil
Setiap pos kerja yang telah diseimbangkan pada proses dan tugasnya harus tetap dilakukan evaluasi dan dimonitor setiap hasilnya.
Silakan berkabar
contact@example.com
Mari berjumpa di media sosial
